|
Zurück
/ Hauptseite
Willkommen
bei Tipps und Tricks.
|
|
Impressum
Diese
Seite beschreibt allgemeine Probleme und deren Lösung
beim Portalfräsenbau.
|
Die Frage
nach den Lagerungen der Spindeln bei
den Hobby-Fräsen:
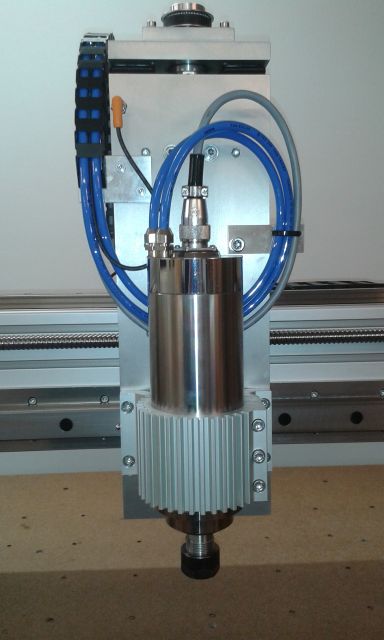
Rechts
mal der Vergleich zweier Spindel/Antriebs-Lagerungen.
Links das Spindellager dieser Konstruktion
Tron bzw. Tron+ ( Rechts das Lager der
XY-Achse der P3-Cobra). Und da gibt
es „Fachleute“ die die Leistung der
Lagerung bei der Cobra anzweifeln. Das
kleine Lager leistet axial etwa 35 kg,
das Lager der Cobra leistet >600
kg in axialer Richtung. Natürlich schieben
„Fachleute“ dann gleich das Argument
nach, dass ja beide Lager keine Schrägkugellager
sind und somit für eine axiale Lagerung
vollkommen ungeeignet sind.
Da gebe ich den „Fachleuten“ natürlich
recht, da diese Meinung ja in allen
Fachbüchern aus der „Steinzeit“ so verankert
ist. Gelernt ist eben gelernt!? Wenn
Sie aber die Angaben von modernen Rillenkugellagern
von z.B. FAG lesen, werden Sie bemerken,
dass dort sehr wohl auch die dauerhafte,
axiale Belastung angegeben ist.
Schrägkugellager wurden eigentlich aus
der „Not“ heraus geboren. Die radiale
und axiale Belastung sollte etwa gleich
sein (wie bei Radlagern eines PKW).
Darum versuchte man den axialen Schliff
der Kugellaufflächen in den Kugellagern
einseitig zu verstärken, aber die radialen
Kugellaufflächen wenig zu
verändern (Tragkraft in beide Richtungen).
Nun werden ja Schrägkugellager in bestimmten
Neigungswinkeln für die auftreffende
Kraft angeboten (30 oder 45 Grad usw.).
Daraus ist zu erkennen, für was diese
Schrägkugellager konstruiert wurden
(mehr radial oder mehr axial belastbar
– bei 45 Grad ist die Belastung etwa
gleich in beide Richtungen - Kraftvektorbetrachtung).
Liegt ein normales Rillenkugellager
bei etwa 0 bis <30 Grad, so hat dieses axial
natürlich nur die Hälfte oder weniger
der radialen
Tragkraft in axialer Richtung. Aber
die Funktion ist gleich. Sprich, ein
Rillenkugellager ist natürlich auch
als Schrägkugellager zu betrachten, aber mit nur <50
% der Leistung eines echten Schrägkugellagers
in axialer Richtung. Somit
können Sie natürlich ein normales Rillenkugellager
für die Lagerung der Spindel in axialer
Richtung einbauen, wenn die Leistung
des Lagers dies erlaubt. Der Rundlauf
usw. ist ja bei beiden Ausführungen
etwa gleich.
Bei
kleinen Lagern sind für Spindellagerungen
natürlich Schrägkugellager zu bevorzugen.
Aber nicht wegen der Genauigkeit, sondern
wegen deren erhöhter Leistung in axialer
Richtung. Werden die Lager größer, bei
gleicher Belastung, spielt es keine
Rolle mehr, ob Radial.- oder Schrägkugellager
verbaut werden (die Leistung muss nur
der Belastung entsprechen).
|

Links
das Lager der Tron, rechts das Lager
der angetriebenen Muttern der P2 / P3-Cobra. |
|
Das
linke Lager ist ein Schrägkugellager
7201 2RS (2RS sagt aus, dass beide Seiten
abgedeckt sind). Vor etwa 4 Jahren wurde für die angetriebenen Muttern immer
das Lager in der Mitte des Bildes verbaut,
ein zweireihiges Schrägkugellager. Aber
diese Lager leisten weniger wie
das Radiallager rechts im Bild, das
jetzt verbaut wird. Das eigentliche
Problem dabei ist, dass diese normalen
Kugellager einen viel größeren Aussendurchmesser
haben, wie diese schmalen Schrägkugellager.
Aber diese Radiallager wie rechts laufen
auch bei Holzhexlern oder in landwirtschaftlichen
Maschinen, wo Äcker überfräst werden.
Belastung teilweise > 2000 kg. Darum
keine Sorge bezüglich der Lebensdauer
dieser Lager - Sie werden diese nicht
überleben!
Nehmen
Sie sich doch mal die Zeit und lesen
unter: https://de.wikipedia.org/wiki/W%C3%A4lzlager
Wo ich was dazu geschrieben habe.
Oder
bei SKF: http://www.skf.com/de/products/bearings-units-housings/ball-bearings/deep-groove-ball-bearings/single-row-deep-groove-ball-bearings/index.html
|

|
|
Links
die frühere Bauweise der Lagerung der
angetriebenen Muttern mit Doppelschrägkugellagern
(vor 4 Jahren), rechts die aktuelle
Bauweise. Das Hauptproblem war der dünne
Innenring der Lager, der für die auftreffende
Kraft zu wenig Fläche darstellte. Natürlich
musste der Aluwürfel für diese neuen
Lager größer werden, aber diese Mehrkosten
nehme ich gerne in Kauf, wenn die Verarbeitung
der Lager dadurch einfacher und sicherer
ist (innen läuft ja ein Kunststoffteil,
das eine gewisse Auflagefläche für die
Kraftübertragung benötigt. Früher mussten
da noch Stahlscheiben montiert werden,
um die Fläche zu vergrößern).
|

|
|
Die Frage
nach der Dynamik der Fräsen:
Was
will
ein Kunde? Er will
sehr hohe Genauigkeit und Kraft. Er
will
hohe Geschwindigkeit und unglaubliche
Dynamik. Er will
beste Fräsergebnisse und wenig Schwingungen.
Er will
eine perfekte Maschine mit den besten Industriebauteilen.
Und das will
er alles zu einem unglaublich günstigen Preis
;-)
Die bewegte Masse
der Y-Achse (also das gesamte Portal
ohne Fräsmotor) beträgt bei der P3 Cobra
66 kg (bei der P2 52 kg). Die verbauten
Schrittmotore haben ja fast immer 3
Nm und da diese im Antrieb untersetzt
werden, entspricht das 3,75 Nm Leistung
des Motors. Über den "Daumen gerechnet",
reicht diese Leistung für etwa 40 kg
bewegte Masse für eine sehr gute Dynamik
aus. Das P3 Portal hat aber schon 66
kg und mit Anbauteilen und Fräsmotor
sogar über 70 kg. Darum die berechtigte
Frage der Kunden, ob man mit der P3
auch Wirbelfräsen kann. Wenn Sie ein
Rechteck ausfräsen fahren Sie mit dem
Fräser ja in eine Ecke. Dort stoppt
eine Achse komplett und die andere Achse
beschleunigt wieder auf Fräsvorschub.
Bremsen und Beschleunigen haben Sie
ja in der Software eingestellt (als
Rampe). Eine Achse steht, die andere
Achse fährt. Beim Wirbelfräsen fahren
aber immer beide Achsen, da das Wirbelfräsen
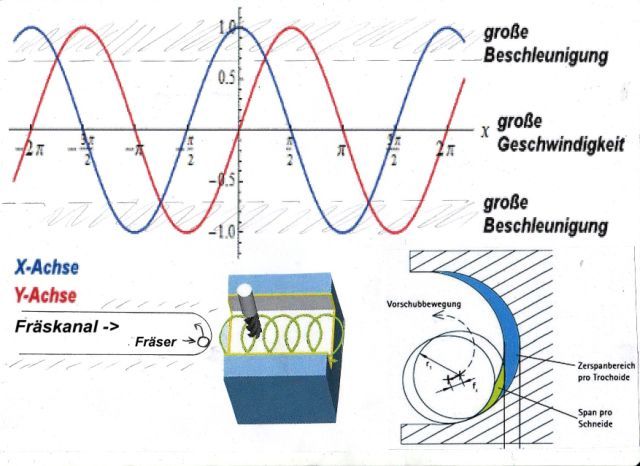
eine Kreisfahrt ist. Im Bild rechts
ist dargestellt, welche Belastung jede
der XY-Achsen zu einer gewissen Zeit
hat. Die X-Achse läuft z.B. ihren Weg
im Sinus, zur gleichen Zeit läuft die
Y-Achse im Cosinus. Beide Achsen haben
also zur gleichen Zeit total unterschiedliche
Anforderungen. Während eine Achse mit
Bremsen und Beschleunigen beschäftigt
ist, gibt die andere Achse Gas im Vorschub.
Aber an keiner Stelle müssen die Achsen
"hart abbremsen", wie beim
Fräsen eines Rechtecks. Darum brauchen
Sie beim Wirbelfräsen keine sehr lange
Hochlauframpe, da diese ja schon in
der Sinus/Cosinus-Bewegung integriert
ist (die Rampe steckt schon in der XY-Bewegung).
Darum können Sie mit den EMS-Fräsen
natürlich auch mit 3 Nm-Motoren Wirbelfräsen.
Aber bei Beschleunigungen "um die
Ecke" sollten Sie schon eine etwas
größere Brems/Hochlauf - Rampe einplanen
(>300msec). Gute Closed Loop - Systeme
können dieses "Manko" bei
der Beschleunigung natürlich etwas ausgleichen,
aber auch nur bis etwa zum 1,5-fachen
der angegebenen Leistung, dann bricht
das Läuferfeld auch irgendwann ein und
der Motor versagt. Sie als Modellbauer
haben doch Zeit - oder nicht?
Der
Frästisch der P3 Cobra hat bei der 1550
mm langen Maschine ein Gewicht von 67
kg (ohne Opferplatte). Mit Holzopferplatte
etwa 85 kg. Das ideale Gleichgewicht
vom Tisch zum Portal ist also nicht
gegeben. Portal zu Tisch 1:3 wäre ideal,
aber da können Sie ja mit Gewicht unter
der Fräsfläche nachhelfen - wenn Sie
unbedingt wollen (das ist aber normal nicht
nötig und macht normal auch kein Kunde).
|
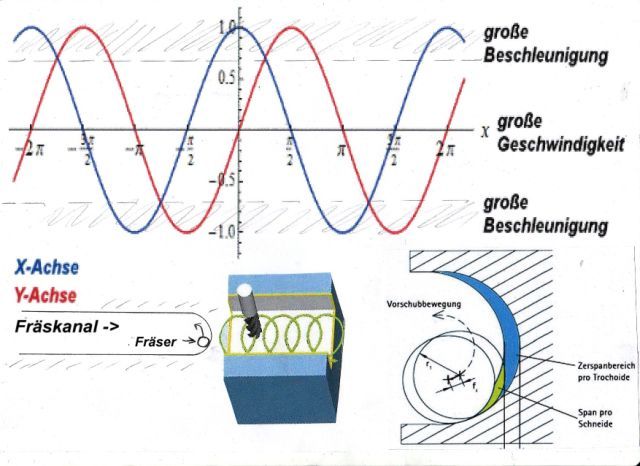
Der
Beschleunigungs- und Geschwindigkeitsverlauf der beiden
Achsen bei einer Kreisfahrt, die dem
Wirbelfräsen ja etwa entspricht.
Und
bei Fräsungen in Metall immer schön "linksrum" fahren
(Gleichlauffräsen z.B. in Alu).
|
|
Das
Problem der Dynamik einer Achse wie
der Tischachse mit dem schweren Portal
haben ja alle Hersteller. Vor drei Jahren
hatte ein Kunde ein Problem mit einer
Fräse aus Tschechien. Diese wog 1,2 Tonnen und
das ganze Portal hatte mindestens ein
Gewicht von 350 kg. Als Antriebe waren
4 Nm Servomotore bei 10 mm Spindelsteigung
mit einer Untersetzung 1:1 verbaut.
Diese Motore brachten maximal in der
Beschleunigung etwa 9 Nm. Der Frästisch
war 3 auf 1,5 Meter groß. Das Problem
dabei lag nicht in der Beschleunigung,
sondern beim Bremsen (obwohl Bremswiderstände
verbaut waren usw.). In jeder Ecke schlug
der Fräser etwa 0,2 mm tief ein und
zerstörte somit das Werkstück (schon
bei etwa >1000 mm/min). Erst als ich
die Fräse auf eine Untersetzung von
2:1 umbauen lies, hatte der Motor die
Kraft für eine kontrollierte Bremsung.
Ganz ehrlich, ich mag Servomotore nicht.
Alle diese Probleme die wir in der Vergangenheit bei
großen Projekten bei Audi, BMW oder
anderen Firmen hatten, schrecken mich
heute noch ab. Ich will ruhig schlafen, darum immer meine Empfehlung
von normalen Schrittmotor.- oder Closed
Loop - Systemen. Ich verstehe einfach
nicht, warum sich in der heutigen Zeit
Hobbyleute noch Servosysteme antun wollen
(damit meine ich auch Uhu). Rechts der
Antrieb einer etwas breiteren Maschine
wie die Cobra. Mit zwei NEMA 24 Motoren.
Mit zwei dieser Motore habe ich 6 oder
8 Nm (je nach Typ) zur Verfügung, mit
einer sehr hohen Dynamik, die kaum ein
NEMA 34 Motor schafft (von der Geschwindigkeit
gar nicht zu sprechen). Ab einem Portalgewicht
von etwa 50 kg bis etwa 90 kg mache
ich manchmal diesen Aufbau und es hat
sich sogar schon mal gezeigt, dass selbst
wenn einer dieser Motore nicht arbeitet,
der Benutzer dies gar nicht merkt (Ausfall
einer der beiden Endstufen). Aber mit
einer Anordnung wie auf dem Bild rechts
ist echt "die Hölle los".
Da aber der Aufwand zu hoch ist, wird
in Zukunft sicher für die kommende P4
ein NEMA 34 System verbaut.
|

|
|
|
Immer
die Frage der Kunden nach einer hochgenauen
Referenzierung der Maschine ( EMS-Referenzierung
).
Egal
mit was Sie arbeiten (Initiator, Schalter
oder Reedschalter), Sie werden bei einer
Spindelsteigung von z.B. 5 mm nicht sehr
genau referenzieren können. Darum mal mein
Tipp, für eine sehr genaue Referenzierung.
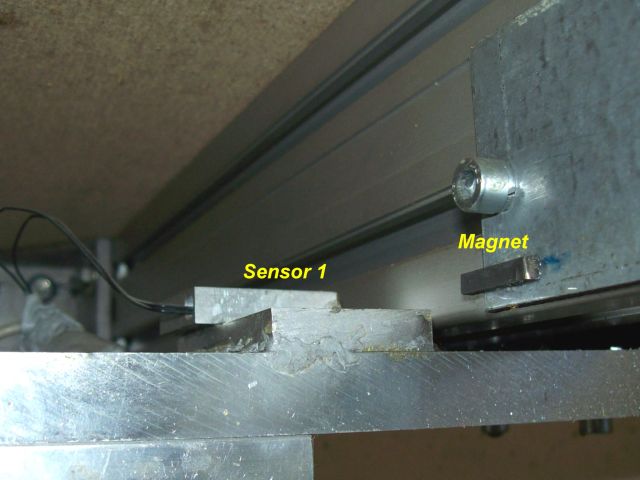
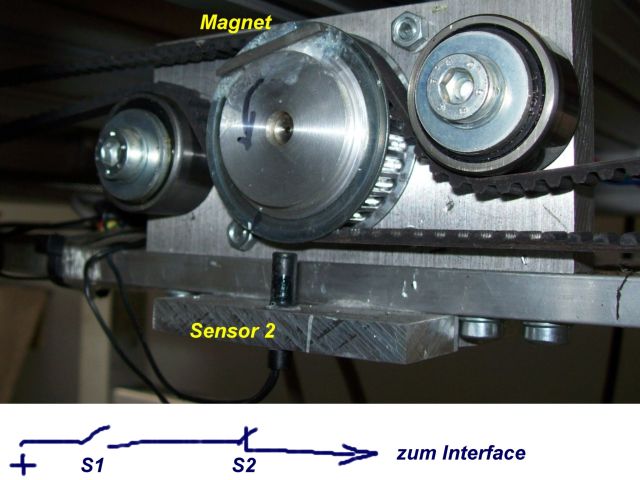
Im
linken Bild ist eine Standardreferenzierung
dargestellt (mit Magnet und Reedschalter).
Dort wird einfach die Stellung wie auf dem
Bild vom Portal unter der Maschine abgefragt.
Eine Umdrehung des Schrittmotors bedeutet
also 5 mm Weg und in diesen 5 mm Verfahrweg
soll auf 1/1000 mm für den Referenzpunkt
abgefragt werden? Was ist aber, wenn wir
diesen Schalter S1 nur als Stromquelle
für einen zweiten Reedschalter S2 verwenden,
der nicht wie der erste 5 mm Weg pro Umdrehung
des Schrittmotors hat, sondern 150 mm pro
Umdrehung oder sogar mehr (je nach Durchmesser
der Zahnriemenscheibe - im Bild eine Zahnriemenscheibe
mit 50 mm Durchmesser)?
Dann steigt doch die Genauigkeit
um 150 / 5 = 30 mal an. Es wird also ein
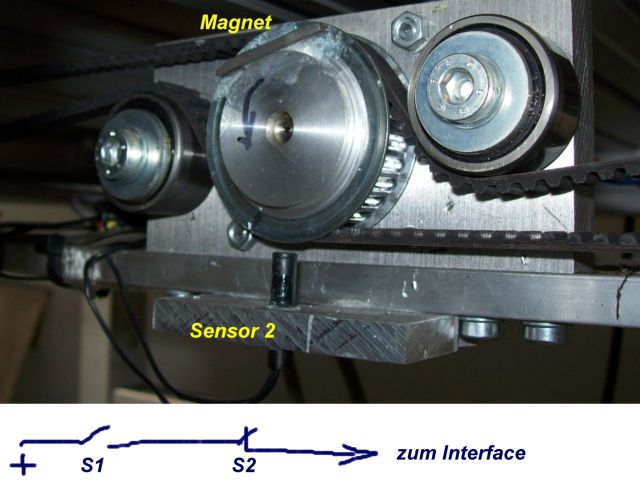
Sensor S1 nur zum "scharfmachen"
des zweiten Sonsors S2 verwendet. Dass der
zweite Sensor als Öffner ausgeführt ist
liegt daran, dass wenn der erste Sensor
S1 schaltet, das Interface die Information
erhält, dass sich das Portal am Referenzpunkt
befindet. Dann dreht der Schrittmotor wieder
sehr langsam zurück, bis sich S2 öffnet
- genau dieser Punkt ist dann der Referenzpunkt
und sehr genau. Von diesem Punkt fahren
Sie dann über den Offset zu Ihrem eigentlichen
Nullpunkt. Glauben Sie mir, selbst mit sehr
günstigen Bauteilen erhalten Sie dadurch
unglaublich gute Ergebnisse. S1 kann ja
mit einem normalen Mikroschalter gemacht
werden, aber für S2 benötigen Sie einen
Initiator oder einen Reedschalter usw..
Noch was zu Reedschaltern. Je schwächer
der Magnet ist, desto genauer schalten diese
Schalter. Ist das gleiche Verhalten, warum
Initiatoren bei Stahl genauer schalten wie
bei Aluminium. Bei Magneten ist es das kleinere
Feld in der Ausdehnung was bessere Erfolge
bringt (Magnete ändern ihr Feld sehr stark
bei Temperaturänderung, besonders Seltenerdenmagnete),
bei Initiatoren ist es der hohe Wirbelstrom
in Stahl, was das Feld des Sensors bei geringster
Berührung bedämpft.
Achtung
Fehlermöglichkeit ! Achten Sie sehr genau
darauf, dass S2 den Referenzpunkt macht
und nicht wieder S1 beim Zurückdrehen ;-)
S1 muss bis zum Schalten von S2 geschlossen
bleiben, sonst haben Sie nur wieder Ihre
"alte" Referenzierung wie immer
ungenau... Dieses System geht natürlich
auch bei Wellenkupplungen, da diese ja auch
> 25 mm Durchmesser haben und ein Magnet
aufgekebt werden kann. Bei den EMS-Maschinen ist der Motor ja mit 1:1,25 zu den
Spindeln untersetzt (48 auf 60 Zähne). Darum ist es besser, an den großen
Zahnriemenscheiben mit 60 Zähnen abzufragen.
|
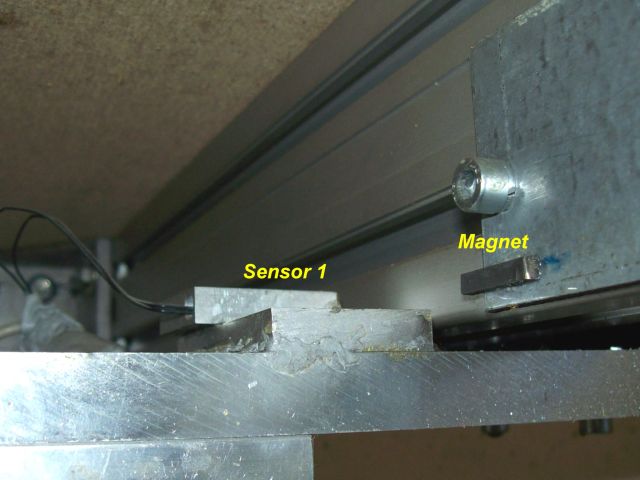
Im
Bild der S1 als Reedschalter. S1
als Mikroschalter ist natürlich auch
möglich
und sogar besser. Eine hohe
Schalthysterese
bei S1 ist von großem Vorteil, darum
eine
sehr flache Rampe (etwa 10 Grad) bei
Mikroschaltern machen und sehr schlechte Mikroschalter verwenden,
die zwischen Ein und Aus > 0,5 mm
Spiel
haben. Hier dürfen Sie mal "echtes
Gelumpe" einbauen ;-)
|
S2
kann natürlich auch ein Schließer sein,
funktioniert dann natürlich auch bei
sehr langem Magnet wie auf dem Bild. Der
Motor muss ja erst nach erkanntem Referenzpunkt
abbremsen und da braucht er viel Weg.
|
Welche Leistung hat eigentlich
Aluminium gegenüber Stahl?
Stahl ist etwa dreimal stärker wie Aluminium. Aber bei einer
höheren Plattenstärke, z.B. bei den Wangen einer Fräse, können Sie das wieder
ausgleichen. Eine 20 mm Aluminiumplatte hat etwa die gleiche Leistung wie eine
13 mm Stahlplatte, nur dass die Aluplatte weniger schwingt. Vergessen Sie bitte aber nicht, diese Betrachtung ist auf
die gleiche Fläche z.B. einer Wange bezogen. Ist die Stahlwange durch
Aussparungen durchbrochen, leistet diese natürlich viel weniger (im
linearen Verhältnis der tragenden Fläche). Ein
absolut wichtiger Punkt ist auch der Abstand der Tischlinearführungen zum
Portalbalken (die Höhe der Wangen). Je weniger Abstand, desto mehr Leistung. 50 mm mehr Höhe
der Wangen ergeben etwa 20 % weniger Fräsleistung (darum haben alle
Portalfräsen so wenig Verfahrweg in der Z-Achse).
Stahl mit z.B. 3
bis 5 mm
Stärke ist als „Blech“ zu beurteilen und schwingt bei einer Anregung durch
einen Fräsmotor sehr stark. Wenn Sie also mit Stahl arbeiten, dann auch mit
starkem Plattenmaterial, dessen Resonanz niedriger ist (verkantetes Stahlblech hält sehr viel
aus, schwingt aber auch in sich und die Befestigungspunkte haben eben auch
nur die Materialstärke des „Blechmaterials“). Was ist besser wie Stahl? Blei
oder Kupferplatten sind ideal für Portalwangen und z.B. Aluminium weit überlegen. Aber
bedenken Sie bitte auch das Gewicht dieser Materialien,
das Sie ja auch beim Fräsen schnell bewegen müssen.
Auch „Beton“ bzw. Mineralguss
in genügender Stärke ist natürlich Aluminium weit überlegen (z.B. der
Grabstein Ihrer Schwiegermutter als Frästisch). Aber selbst eine Platte aus
Granit muss schon eine gewisse Stärke haben, um nicht
zu schwingen.
Einen Portalbalken aus Aluminium mit
einer Breite > 1500 mm zu machen ist
aber eigentlich fast nicht mehr möglich (oder Sie verwenden ein Monster von
Balken z.B. 150 x 250 mm). Die unterschiedliche Dehnung der Linearführung
(Stahl) und des Portalbalkens (Alu) wird sich auf die Genauigkeit der Fräse
auswirken. Am Frästisch ist dieser Effekt ja nicht so gravierend, da zwei Balken/Führungen
parallel zueinander laufen und durch Querprofile gehalten
werden. Die Kräfte werden sich ausgleichen und die Stahlführungen
werden auf dem Aluprofil einfach "wandern"
(egal wie gut angeschraubt). Dehnungen durch Temperatur
können Sie nicht stoppen, das ist die Urgewalt der Materialien
selbst und da sind 10 Tonnen Kraft eine Kleinigkeit.
Auch wenn Sie einen Portalbalken aus Stahl verwenden müssen Sie auf
das Material achten. Sie können keine Edelstahlführung an einen Stahlbalken
schrauben, da sich mit Chrom veredelter Stahl weniger dehnt wie normaler Stahl
(je mehr Chrom, desto weniger Dehnung bei Temperatur). Darum bitte
auch Vorsicht bei „Edelstahlführungen“ oder Portalbalken
aus VA-Material in Kombination mit normalen Stahlführungen. Stahl ist eben
nicht gleich Stahl und das wird oft übersehen. Bei diesen
Betrachtungen geht es um Tonnen an Druck.- oder Zugkraft und
nicht um einige Kilogramm. Mit einem geregelten Raumklima
können Sie diese Probleme natürlich alle umgehen. Bei
sehr genauen Fräsen geht die Temperatur der Spindeln
sogar in den Fräsweg über den Steuercomputer ein. Selbst
die genaueste Spindel unterliegt eben der Dehnung durch
Wärme und bei Fräsungen < 0,01 mm merken Sie das
gravierend. Darum ist bei guten Fräszentren die Temperatur
der Kühlflüssigkeit geregelt, um die Dehnung der zu
fräsenden Teile in eine vorgeschriebene Tolleranz zu
bringen. Wenn Sie das nun gelesen haben, vergessen Sie
bitte Gelesenes gleich wieder, da wir im Hobbybereich
arbeiten - war nur Info.
Noch
ein Wort zur Plattenstärke einer Portalwange. Normal
genügt 15 mm gutes Alumaterial für eine Hobbyfräse im
Modellbau wie
z.B. AlMg4,5Mn (3.3547) EN AW 5083.
Es
muss ja nicht DURAL®
sein, das etwa 50 % mehr Leistung hat (bzw. etwa 55
% der Leistung von Stahl). Aber 20 mm Aluplatten kosten
ja auch nicht viel mehr und wenn Sie viel in Metall
arbeiten, sind 20 mm Stärke einfach besser. Nicht so harte Werkstoffe
haben ein besseres Dämpfungsverhalten und das wirkt
sich oft besser auf die Fräsoberflächen aus. Übrigens,
eine 20 mm starke Platte, egal aus welchem Metall, hat
fast die doppelte Leistung wie eine 15 mm starke Platte.
Das Verhalten ist nicht linear zu berechnen.
|
| Die
Befestigung der beiden Führungen an dem Portalbalken
der EMS-Fräsen:
|
Mal eine Erläuterung der Bauweise des Portalbalkens mit zwei
Führungen, wo eine Führung oben auf dem Balken sitzt > Bild >:
|

|
Klar ist zunächst, dass dieser Aufbau wesentlich leichter zu
montieren und einzustellen ist. Beide Führungen unterliegen nicht der direkten
Kopplung über eine Fläche und somit spielen weder Dehnungen im Trägermaterial
wie Unebenheiten des Trägermaterials keine große Rolle. Dieser Aufbau ist eine
Fest.- / Loslagerlösung für Führungen. Die untere große Schiene stellt das
Festlager dar, die aufgesetzte obere Führung bildet das Loslager. Werden zwei
Führungen vorne auf den Portalbalken geschraubt, so geht die Kraft beider
Führungen bei Belastung durch die Z-Achse auf die vordere Fläche des Portalbalkens (eine Führung drückt, eine
Führung zieht, zur etwa gleichen Zeit und mit etwa der gleichen Kraft). Es ist
also sehr leicht möglich, den Balken in eine Resonanz zu bringen. Wird aber auf
der Vorderseite eine sehr starke Führung verbaut, die die Kraft flächig in den
Balken einleitet, hat man schon fast die Leistung von zwei schwachen Führungen
erreicht und natürlich auch etwa das Resonanzverhalten dieses Aufbaus (nur eben
mit einer gemischten Resonanz, da der Stahl der Führung
schon fast das Gewicht des Alumaterials hat und gemischte
Resonanzen fest miteinander verbunden bekämpfen sich
gegenseitig). Nun
kommt aber oben noch eine „schwache“ Führung dazu (schwach, da diese nur mit
Nutensteinen angeschraubt ist und diese Nutensteinbefestigung
bildet unter der Führung Materialberge, auf denen die
Führung nur punktuell aufliegt). Diese Führung leitet ihre
Kraft aber in einer anderen Ebene des Portalbalkens ein und nicht zur genau
gleichen Zeit sondern verzögert und „weich“. Auch wird diese obere Führung
seitlich beansprucht und ist damit nur zu etwa 70 % als fester Punkt zu sehen
(etwa 30 % geht schon in Richtung Dämpfung der Schwingungen). Bei dieser
Bauweise muss aber sichergestellt sein, dass die untere Schiene wesentlich mehr
Leistung wie die obere Schiene hat. Das Problem bei Portalfräsen sind eben
diese Schwingungen die durch das Material laufen und manchmal Wellenberge bzw.
Wellenknoten bilden. Die Geschwindigkeit der Wellen in Alu ist etwa 3000m/sec.
Aber diese Wellen laufen ja in einer nicht
abgeschlossenen Platte hin und her und darum können sich diese Wellen an
bestimmten Punkten addieren (Wellenbauch) und subtrahieren (keinerlei
Schwingung). Eine Welle besteht immer aus dem Weg der Auslenkung und deren
Kraft. Wird der Weg klein gemacht (wie beim Durchgang durch einen Kugelumlaufwagen), steigt die
Kraft im etwa gleichen Verhältnis zum sinkenden Weg an (Weg mal Kraft ist Energie). Dieses ist als Wechselspiel zu
betrachten. Vernichten können Sie eine solche Welle nur, wenn Sie diese wie in
der Elektrik in einen Widerstand laufen lassen. Ein Widerstand in der Mechanik
ist ein Bauteil das die Energie der Welle absorbieren kann und in Wärme
umwandelt. Sie müssen diese immer in Wärme umwandeln oder gegen sich selbst
arbeiten lassen, was bei unterschiedlichen Frequenzen aber erhebliche Probleme
machen kann. Leiten Sie diese Schwingungen (Kräfte) lieber aus der Fräse aus (Dämmaterial)
oder eben in Energievernichter wie Sand,
Erbsen, Weizen, Aluspäne, Leder usw. ein, dort werden diese vernichtet
(Aluspäne oder Holzspäne sind nicht so geeignet, da
sich diese verdichten und nach einiger Zeit wie festes
Material reagieren).
Dazu mal eine Betrachtung aus der Funktechnik
(Stehwellenverhältnis). Ein Sender
(Fräsmotor) gibt Wellen auf die Leitung (Z-Platte) ab. Diese Wellen laufen
durch die Leitung, aber am Ende der Leitung zur Antenne wurde das Kabel
durchgeschnitten (oberes Ende der Z-Platte). Normal würden die Wellen von der
Antenne abgestrahlt, aber da diese nicht vorhanden ist, laufen die Wellen mit
voller Energie wieder zurück zum Sender (in dem Fall muss der Sender die
doppelte Energie verkraften, sonst brennt dieser durch). Bei der Fräse werden
sich diese rückläufigen Wellen mit dem Verursacher (dem Fräsmotor) addieren und
eben größere Schwingungen auf den Fräser bringen. Würden die Wellen oben an der
Antenne vollkommen abgestrahlt, würde nichts mehr „zurücklaufen“. Und nun, was
können wir dagegen machen? Sehen Sie einfach unter die Motorhaube Ihres Autos
oder unter den Bodenbelag des Kfz. Was ist dort? Dämmaterial in Hülle und
Fülle. Was werden Sie also in Zukunft tun? Sie werden es den Autobauern gleich
tun und die freien Flächen Ihrer Fräse dämmen.Sie können natürlich auch die
Höhe der Z-Achse so berechnen, dass die rücklaufenden
Wellen gegenphasig am Fräser ankommen, aber das ist
natürlich nur für eine gewisse Drehzahl des Fräsmotors
möglich und bei Abweichungen haben Sie wieder das gleiche,
oder sogar das doppelte
Problem. Bei der Z-Platte der EMS-Fräsen ist ja oben
der Antrieb der Z-Achse mit der Kugelumlaufspindel zur
ZX-Achse angebraht. Somit kann ein Teil der hochlaufenden
Wellen auf die ZX-Achse übertragen werden und läuft
nicht mehr zurück zum Fräsmotor unten. Auch ist diese
Ankopplung "weich" und trägt somit zur Dämpfung
des Systems bei. Sie wundern sich sicher, dass ein Mechaniker
über Funktechnik schreibt, aber ich habe eine Ausbildung
für beide Techniker "genossen" (Elektro.- und Mechaniktechniker).
Wichtig
ist bei solchen freistehenden Platten wie z.B. der
Z-Platte eigentlich nur, dass diese nicht zu lang (hoch) ist. Also nur
den
maximalen Verfahrweg machen und nicht einfach höher, weil das Material
eben so
lang ist. Eine Schwingung sucht sich den für sie geeigneten
Resonanzpunkt im Material, wie ein Hund, der nach Trüffeln schnuppert.
Ist das Material
länger, wird die Resonanzfrequenz niedriger in ihrer Frequenz sein, was
zu
größeren Auslenkungen (Weg der Schwingung) am Material führt. Darum
immer schön
„kurz“ bleiben! Der Antrieb der Z-Achse (Schrittmotor) oben auf der
Z-Achse selbst montiert
kann bei
bestimmten Frequenzen brutal schwingen. Für durch das Material laufende
Wellen
stellt dieser Aufbau ein echtes „Festmahl“ dar, da die Z-Platte erstens
erheblich
höher wird und sich am Ende ein großes Gewicht
befindet,
das in einer sehr kleinen Frequenz mit sehr
großem Weg
schwingt (mit sehr großen Hebelkräften über die
ganze
Z-Platte bis hin zum Fräser unten). Wenn Sie die
Schwingungen des
Fräsmotors komplett aus der Z-Platte nehmen möchten, so montieren sie
noch
einen zweiten Fräsmotorhalter oben am Fräsmotor (zwei Fräsmotorhalter).
Dann
ist die Z-Achse zumindest als schwingungsfrei zu betrachten. Die ganze
Schwingungsenergie geht dann aber über die Z-Führungen (die dann sehr
stark
sein müssen) auf die ZX-Achse über. Aber je weiter Sie diese
Schwingungen in
Richtung Frästisch bringen, desto mehr Masse steht ja dann zur Dämpfung
zur
Verfügung und die Schwingungsenergie wird in viele Richtungen verteilt.
Eine andere Möglichkeit die Schwingungen des Fräsmotors zu
vernichten ist, die Z-Achse so schwer zu machen, dass die eingeleiteten
Schwingungen diese nicht mehr in Resonanz führen können (machen alle Hersteller
von großen Profi-Portalfräsen so). Aber ob Sie eine Z-Achse mit >25 kg noch
bewegen können, ist eben die Frage. 25 kg dürfte für einen Fräser mit 12 mm Durchmesser
und etwa 6000 U/min reichen, dass dieser schwingungsfrei arbeitet (bei absolut guter mechanischer
Anbindung an das Gewicht). Auch können Sie dann mit
sehr kleinen Linearführungen arbeiten (z.B. 15 mm),
da diese ja keine große Schwingungsenergie mehr aufnehmen
müssen und deren Tragfähigkeit reicht ja dann nur für
das bewegte Gewicht sicher leicht aus.
Ein Computer kann mit
normalen Mitteln diese Probleme nicht berechnen. Man sollte eben immer
versuchen, Kräfte in verschiedene Richtungen zu leiten bzw. in das Material
einzuleiten (verteilen ist besser wie diese zu konzentrieren). Darum ist es z.B. ja auch so wichtig, die Wangen einer Fräse nach
hinten zu neigen (der Befestigungspunkt des Portalbalkens hinter dem letzten
Wagen der Tischführung). Würden die Wangen einfach nach oben gehen (90 Grad), so
schwingt das System eben nach rechts oder links. Sind die Wangen aber nach
hinten geneigt, schwingt das System in einem ovalen Kreis. Die eingeleiteten
Kräfte werden in mehrere Richtungen geleitet und somit abgeschwächt. Nur so
eine kleine Neigung bewirkt schon 10 % mehr Leistung an der Fräse.
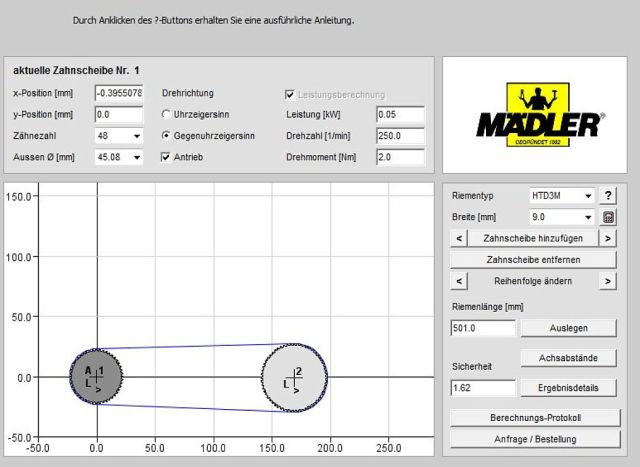
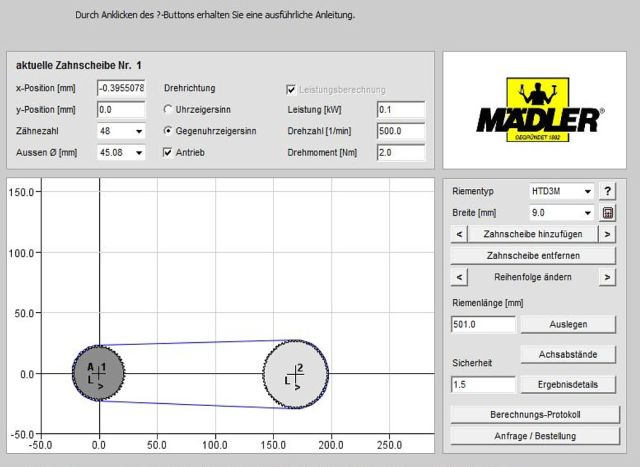
Die
Berechnung von Zahnriemen mit dem Mädler-Tool (selbst
hier ist der Antrieb der P3-Cobra im "grünen Bereich").
|
Oben mal die Berechnung mit
dem Mädler-Tool. Antrieb mit 48-Zähnen-Zahnscheibe und
HTD3 mm Riemen 9 mm breit. Auf dem ersten Bild macht
der Antriebsmotor 100 U/min. Die Berechnung zeigt eine
Sicherheit von 0,76, was einer Überlastung entspricht.
Eine Überlastung dieses Riemens mit z.B. einem Gleichstrommotor bei 20
Watt Leistung? Auf den beiden anderen Bildern sind 250 und 500 U/min
dargestellt, mit erheblich höherer Motorleistung. Dort hat der Zahnriemen keinerlei Probleme,
da sogar eine Sicherheit von 1,5 und 1,62 berechnet
wurde. Die Leistung wird dabei immer vom Tool aus Drehmoment
und Drehzahl errechnet. Ein 3Nm Motor hat ja bei Mikroschrittsteuerung
nur etwa maximal 2 Nm Moment, und das nur
im untersten Drehzahlbereich.
Und nun, ist der Riemen geeignet
oder nicht? Darf so ein Riemen nicht langsamer betrieben
werden bzw. drehen?
Wird er wenn weniger Energie übertragen wird zerstört?
Alles Quatsch, darum mein Tipp. Rechnen Sie selbst den Riemen nach und lassen
Sie die Finger von diesem Tool (damit rechne ich Ihnen
jeden Riemen gut oder schlecht). Noch was, so ein 3
Nm-Schrittmotor hat etwa eine elektrische Leistung zwischen
50 und 100 Watt, was das Tool ja "etwa errechnet".
Das Tool ist nicht schlecht, aber Sie müssen
schon selbst wissen, was Sie damit anstellen können
und wie das funktioniert. Beachten Sie bitte
auch, dass die Riemenvorspannung vom Tool
falsch berechnet wird (viel zu hoch).
|
|
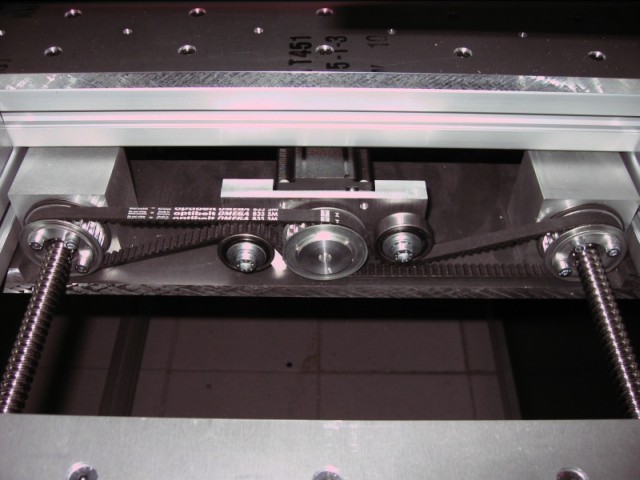
Die P3-Cobra erhält auch
in der Y-Achse immer
zwei angetriebene
Muttern.
Der Antriebsmotor befindet sich dann auf dem geschlossenen Portal unten und
fährt mit. Der Schrittmotor sollte
eine 8 mm Welle und min 3 Nm haben! Rechts die zwei
angetriebenen Muttern der
Y-Achse der neuen P3-Cobra, die Motorscheibe
ist eine HTD 3 mm Scheibe mit 48 Zähnen, die Mutternscheiben
haben 60 Zähne.
Somit wird der Antrieb 1 zu 1,25 untersetzt,
was steuerungstechnisch ideal ist.
Bei dieser Anordnung des Antriebs wird das Motorlager radial
nicht belastet. Darum kann natürlich auch ein Motor mit einer 6,35 mm Welle
eingesetzt werden. Die Kraft des Motors wird ja an zwei Stellen der Scheibe
abgegeben, darum darf der Motor auch weit über 3 Nm Drehmoment haben (bis >5
Nm ohne Problem). Sie
können also bei dieser Anordnung die doppelte Leistung
des Riemens übertragen. Die
Umschlingung aller Scheiben ist > 50% und somit ideal (schon 25% würden genügen). Die
Motorleistung wird ja in zwei Richtungen
geleitet, die vollkommen unabhängig von
einander sind. Wichtig dabei ist nur die
gleiche Vorspannung des Riemens an beiden
Seiten. Auch durchläuft der
Riemen über seine Länge 6 statische Punkte, was ein Schwingen des Riemens bei
dieser Länge verhindert. Der Riemen ist ein Zahnriemen HTD 3 mit 9 mm Breite und
einer Länge von 1569 mm. Am stärksten wird
der Riemen der Cobra an der Z-Achse belastet.
Diese Zahnriemenscheiben haben ja "nur" 44
Zähne. Aber auch dort ist die Sicherheit
der Kraftübertragung bei einem 3 Nm Motor sicher
gegeben.
Das Spannen
des Zahnriemens mit diesen beiden Kugellagern ist eine Entwicklung der
Firma EMS. Dieses Prinzip wurde aber nicht als Baumuster
angemeldet
und kann somit von Jedermann nachgebaut und
vertrieben werden.
|
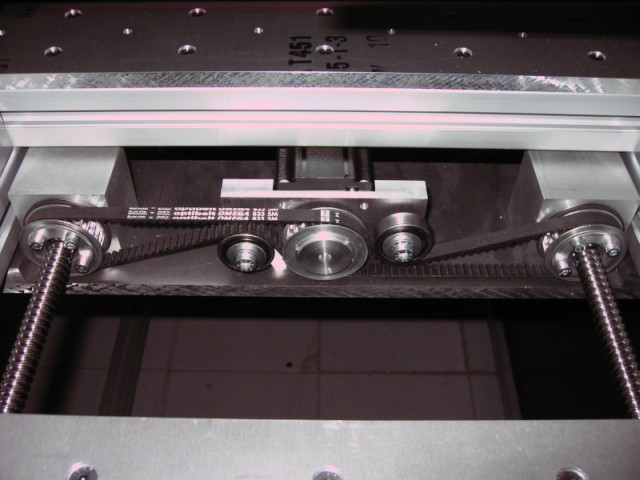
Der
Riemen im Bild ist ein HTD 5 mm Riemen und auch nicht
so lang, wie bei der Cobra. Aber hier wird ja nur die
Wirkungsweise gezeigt.
|
|
Mal von den beiden Kugellagern die parallel auf dem Riemen laufen sollen
abgesehen, ist diese Art der Vorspannung für den
Antrieb mit Mittelmotor für zwei Spindeln eigentlich fast nicht machbar. Jede
Seite sollte separat vorspannt werden können. Oder
Sie montieren den Motor auf 1/100 mm genau in der Mitte zwischen den Spindeln,
was ja nur sehr schwer möglich ist. Zwei Vorspannungen wie oben im Bild finde
ich besser.
|

|
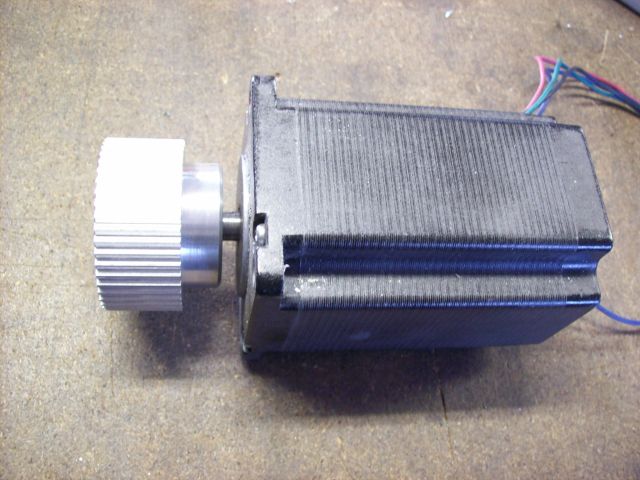
Dazu noch drei Bilder von
Zahnriemenscheiben, die an einem 60 mm Schrittmotor
mit 8 mm Welle angebracht sind:
|
Der Abstand
der Zahnriemenscheibe zum Motor ist sehr
groß und somit auch die Kraft die auf die
Welle des Motors wirkt. Schon bei einem
9 mm breiten Riemen ist das schon grenzwertig.
Die Leute glauben immer, die Kugellager
halten das nicht aus, aber es ist die Welle,
die verbogen wird. Das kann bis zum Reiben
des Rotors am Stator führen, was im Motor
Späne erzeugt und diese mindern die Leistung
des Motors sehr stark und bringen Ungenauigkeiten.
|
Einen 15
mm breiten Riemen in diesem Abstand zum
Motor richtig zu spannen ist schon fast
unmöglich. Bei diesem Abstand hält eine
8 mm Welle nur noch maximal etwa 12 kg aus.
Aber der Riemen benötigt ja schon minimal
14 kg
Vorspannung - ist also mehr wie grenzwertig
und so etwas macht ein guter Konstrukteur
einfach nicht. Es gibt technische Regeln
und diese sollten auch beachtet werden!
Nehmen Sie zumindest gute Motore, die eine
gute, gehärtete Welle haben (mit höherem
Preis).
|
So sind Sie
auf der sicheren Seite. Bei diesem Abstand
hält die Motorwelle etwa 20 kg aus. Der
9 mm Riemen wird mit etwa 9 kg vorgespannt
(Bauart P2 / P3 Cobra). In Riemenrichtung
etwa 4,5 kg, was am Motor dann 9 kg entspricht
(Riemenspannung x 2). Eine weitere Vorspannung
des Riemens bringt natürlich das Drehmoment
des Motors. Da aber eine Seite zieht und
die andere Seite entlastet wird, ist das
nicht so schlimm für die Motorwelle.
|
Bei
einer Spindel ist ja der "Kern"
weich und wird diese abgedreht und mit zu
viel Zuglast des Riemens belastet, kann
diese natürlich sehr leicht verbogen werden. Solche
Fräsen stehen ja teilweise 2 Wochen still
und dann tritt durch die Zugkraft in eine
Richtung eine bestimmte Materialermüdung
ein und die Welle kann einen dauerhaften
Schaden erleiden (wird krumm). Kugellager,
egal welche, halten solche Lasten leicht
aus.
Rechnen Sie einfach mal nach dem Hebelgesetz
die Last auf das Kugellager mit 10 mm Motorabstand
und mit 20 mm Motorabstand der Zahnriemenscheibe
aus und Sie erkennen daran, das es nicht
das Lager ist, dass die Herstellerangaben
so stark beeinflusst, sondern die Leistung/Biegung
der Welle selbst. Zahnriemen müssen immer
richtig vorgespannt sein. Zu wenig Vorspannung des Zahnriemens bringt aber
sicher Ungenauigkeit
in diese Art des Antriebs. Sie müssen Zahnriemen immer nach Vorgabe (plus/minus
20 %) vorspannen!
Zu wenig Vorspannung bringt Ungenauigkeiten, besonders
bei Beschleunigungen.
|
Wellenkupplung
oder Zahnriemen, was ist genauer?:
|
Eine
direkte, starre Verbindung der Motorwelle mit der
Spindel ist die genaueste Verbindung die
es gibt. Wenn Sie also eine solche Verbindung
mit z.B.einer Stahlhülse machen, werden
Sie sehr genau arbeiten. Nur die Verfahrgeschwindigkeit
wird nicht sehr hoch sein. Sie benötigen
eine sehr lange Hochlauframpe. Warum? Wenn
Sie eine Wellenkupplung mit Kunststoffstern
verbauen können Sie schneller hochfahren.
Warum? Bei einer Kupplung mit Kunststoffstern
geht der Motor in seinen Schritten minimal
in "Voreilung",
der Motor geht also in eine geforderte Position,
der die Spindel leicht nacheilt (der
Kunststoffstern in der Kupplung wird ganz,
ganz
leicht zusammengepresst).
Auch ist die absolute Genauigkeit gerade wegen diesem
Verhalten bei belasteten Wellenkupplungen anzuzweifeln
(nach längerem Gebrauch wird eine solche
Kupplung immer ungenauer - darum gibt es
ja diese Kunststoffsterne als Ersatzteil
zu kaufen). Eine voll belastete Wellenkupplung
hat sicher einen Winkelfehler von > 1
Grad. Auch gibt es diese Kunststoffsterne
in drei Härtegeaden zu kaufen (blau, gelb
und rot), damit kann man das "Schwingen"
der Spindel gegenüber dem Schrittmotor anpassen
(Hochlauf und Bremsung des Systems ideal
gestalten). Rot ist der höchste Härtegrad
und fast immer richtig.
Wenn Sie solche
in Spirale geschnittenen Wellenkupplungen
aus Voll-Alu verwenden (Chinagelumpe), dann
verwenden Sie doch mal Kupplungen mit Kunststoffstern
bei einer Spindellänge > 700 mm. Ich
garantiere Ihnen eine um >30 % höhere
Verfahrgeschwindigkeit. Der schlechte Effekt
liegt in der Gegenschwingung dieser Alukupplungen
(Federeffekt), die eigentlich nicht für
Antriebe gebaut sind (eigentlich nur für
Inkremetalgeber am Motor zu verwenden, und
dafür wurden diese ja auch konstruiert).
Einfach mal nachlesen unter Antrieb
\ Lagerung : hier
Ein
Zahnriemen hat ja auch eine gewisse "Anlaufdämpfung"
bei der Drehung des Motors und dessen Übertragung
der Kraft auf die Zahnriemenscheibe an der
Spindel (die Grundvorspannung
des Zahnriemens wird durch die Motorleistung
erhöht und das führt einseitig an den ersten
Zähnen, wo der Zahnriemen im Eingriff ist, zu Druckänderungen
an den Auflageflächen des Riemens an den
Scheiben. Eine doch sehr gute Dämpfung,
aber auch eine gewisse
Nacheilung, etwa 0,1 Grad, aber nur
am Anfang
einer sehr schnellen Beschleunigung). Dies ermöglicht aber, die volle Drehzahl
des Motors in sehr kurzer Zeit zu machen.
Aber Schwankungen des Antriebswinkel zum
Motor sind bei guten Zahnriemenscheiben
und guten Zahnriemen eigentlich ausgeschlossen,
wenn die richtige Vorspannung des Riemens
gemacht wurde.
Die Genauigkeit von Zahnriemen liegt bei
stark
belasteten Antrieben sicher weit höher, wie bei
Wellenkupplungen. Zahnriemen werden
fast immer zu breit und mit zu
kleinen Zahnriemenscheiben verbaut (Durchmesser), was
eine negative Auswirkung auf deren Kraftübertragung
und Genauigkeit zur Folge hat. Auch überlasten
Sie sehr schnell die Welle eines Schrittmotors
(8 mm Welle), wenn der Zahnriemen mit dauerhaft
20 kg an dieser Welle zieht. Darum werden
bei den P2 und P3 Maschinen nur noch Zahnriemen
mit 9 mm Breite und 3 mm Steigung und sehr
großen Zahnriemenscheiben verbaut.
Diesen Zahnriemenantrieben traue ich ungesehen sogar
die zweifache Leistung wie an den Maschinen
gefordert zu. Nehmen Sie große Scheibendurchmesser
und schmale Riemen, dann sind Sie auf der
sicheren Seite (und bitte keine Teile dieses
Antriebs in China kaufen, da sparen Sie
nichts).
Frage eines Kunden: Warum
verbauen Sie so große Zahnriemenscheiben mit z.B. 48 oder 60 Zähnen bei
der P3, wo es diese Scheiben doch auch mit 24 Zähnen gibt und diese
doch viel günstiger sind? Antwort: Stellen
Sie sich eine Scheibe mit 30 mm Durchmesser vor, auf der ein Zahnriemen
zu einer weiteren Scheibe mit 30 mm läuft. Dieser Riemen hat angenommen
einen Fehler von 1 mm in der Verzahnung (was praktisch unmöglich ist).
Dieser Fehler des Riemens wirkt sich auf die Scheiben in der Verdrehung
mit etwa 1 % aus,
was etwa 3,6 Grad Drehwinkel entspricht. 3,6 Grad Verdrehwinkel
entspricht aber bei einer Spindel mit 5 mm Steigung 5/100
mm Weg. Würde die Scheibe 60 mm Durchmesser haben, so halbiert sich der
Fehler des Riemens auf 2,5/100 mm. Auch haben Sie bei doppeltem
Scheibendurchmesser die doppelte Kraft des Riemens zu Verfügung
(längerer Hebel) und können einen schmäleren Riemen wählen, der mit
weniger Vorspannkraft beaufschlagt werden muss. Kleine
Zahnriemenscheiben sind in der Übertragung der Kräfte zwar geeignet,
aber ungenauer wie große Zahnriemenscheiben. Auch
der Biegeradius der Zahnriemen und die Anzahl der im Eingriff
befindlichen Zähne beeinflusst die Lebensdauer dieser Riemen ungemein.
Die verbauten Zahnriemen der EMS-Maschinen haben natürlich nur maximal
einen Fehler von etwa 0,05 mm, was einem Fehler im Vorschub bei einer
Spindel mit 5 mm Steigung von 0,125/100 mm (1,25 ym maximal) entspricht. |
|
Die
Befestigung von Kugelumlaufführungen an Aluprofilen:
|
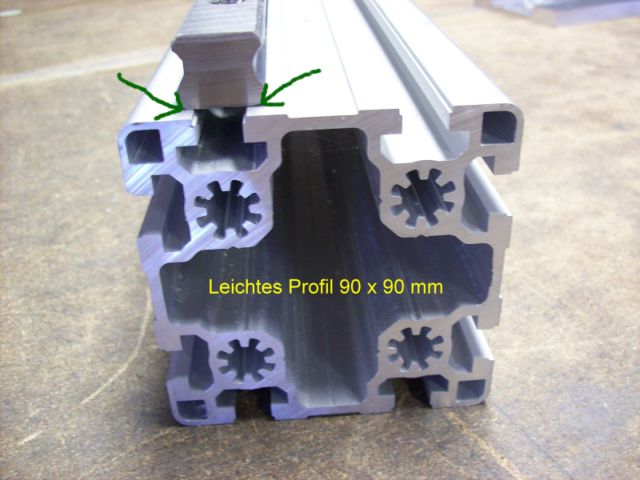
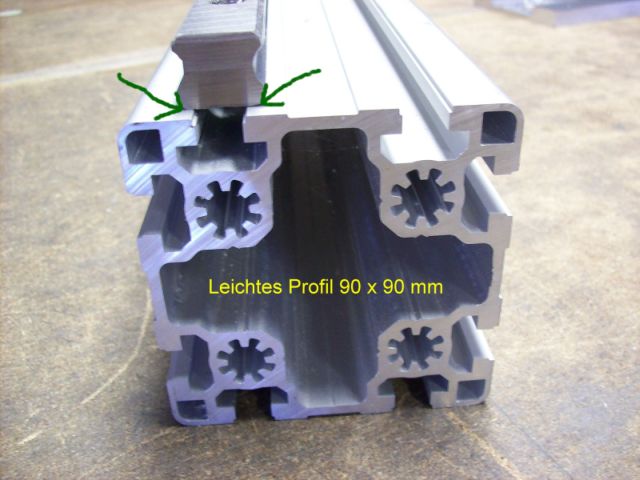
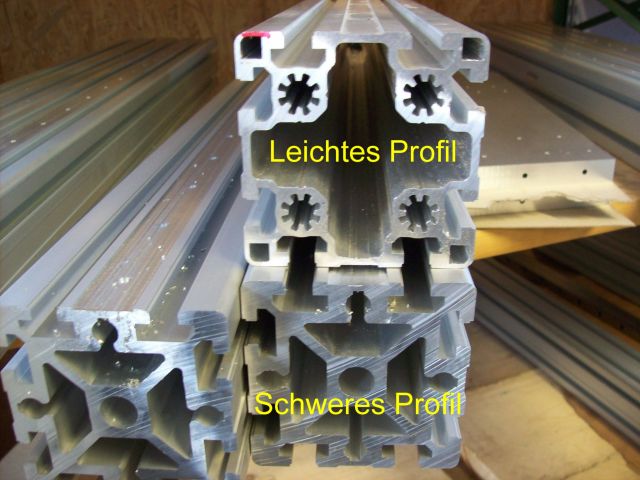
Rechts
im Bild ein 90 x 90 mm leichtes Profil (Nutbreite
10 mm) mit einer 25 mm Linearführung. Diese
Führung hat eine Auflagenbreite von etwa
23 mm. Eine gewisse Auflagefläche der Führung
ist aber notwendig. Stellen Sie sich da
mal eine 20 mm Linearführung vor. Da bleibt
nicht viel an Kontakt zur Trägerebene auf
dem Profil. Wenn solche Profile dann noch
ohne Überfräsung der Auflagefläche montiert
werden, haben Sie natürlich keinerlei Genauigkeit
der Führungen (Fehler bis weit über 0,2 mm sind dann
sicher normal). Kein Profil ist nach der
Lieferung durch Profilverkäufer gerade. Legen Sie die Profile
nebeneinander und Sie erkennen deren Abweichungen.
Bringen Sie die mittig gebogene Seite der
Profile immer nach oben. Auch EMS hat dieses
Problem, aber hier werden eben mehr als
20 Profile verglichen, ausgewählt und
dann überfräst. Bei mehr als 0,3 mm Fehler
pro Meter wird das Profil vor dem Fräsen
ausgerichtet.
|
|
|
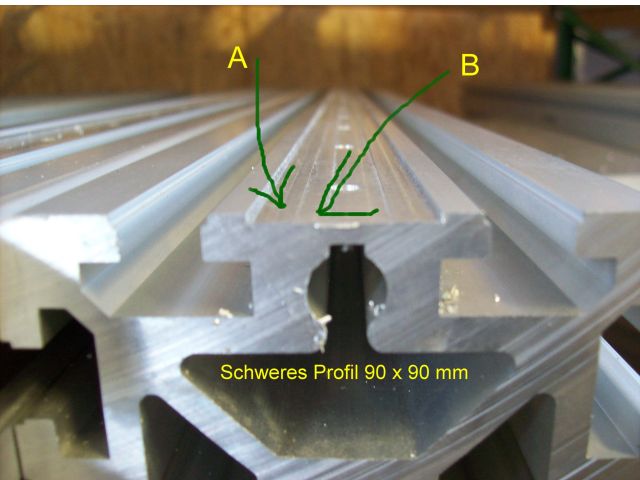
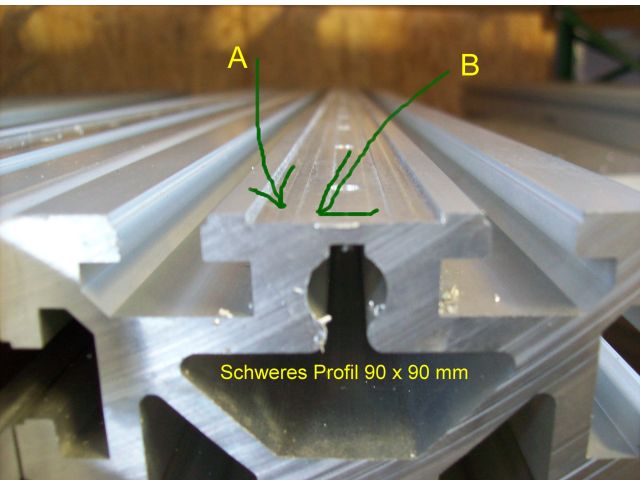
Rechts
im Bild ein 90 x 90 mm schweres Profil mit
Einfräsung für die Linearschine. Der Aussenbereich
(A) ist um 0,2 mm höher, wie der Innenbereich
(B). Alumaterial gibt ja auf Zug nach und
wird die Befestigungsebene einfach "glatt
gefräst" entstehen unter den Führungen
Berge des Alumaterials. Die Führungen liegen
dann nur an diesen "Bergen" auf
und nicht am Aluträger selbst. Darum wird
die "gezogene" Ebene (B) etwas tiefer
ausgefräst, dann geht der Druck der Führung
auf die
Ebene (A). Etwa 0,15 bis 0,2 mm Tiefe im
Bereich (B) genügen. Das Alumaterial im
Bereich der Befestigung (B) wird angehoben,
aber der Aussenbereich (A) der Führung liegt
vollflächig auf.
|
|
|
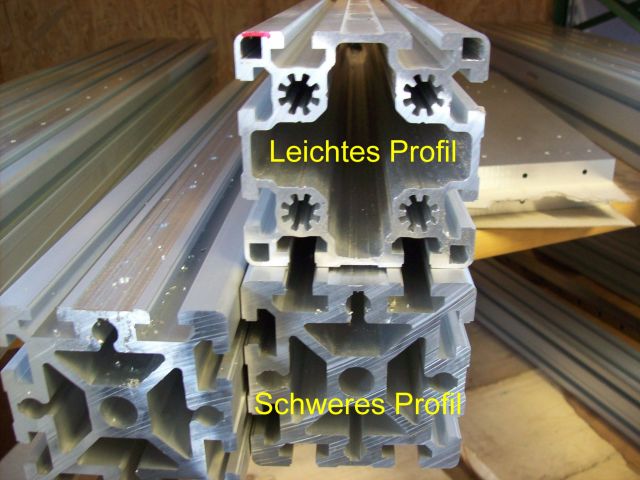
Den
Unterschied zwischen leichten und schweren
Profilen sehen Sie an der Ausrichtung der
Befestigungsschrauben stirnseitig am Ende
des Profils.
|
|
|
Der
X-Balken der neuen P2 (Baureihe 2016). Im
Bild ist ein leichtes 160 x 80 mm Profil,
also die leichte Ausführung. Dieser Portalbalken
entspricht der leichten Ausführung der P3-Cobra.
Die untere Führung ist eine 35 mm Führung
mit langem Wagen, wie bei der Cobra. Oben
ist eine 20 mm Führung mit langem Wagen
verbaut. Beide Auflageflächen dieser Führungen
werden natürlich überfräst. Auch sind die
Enden des Portalbalkens rechtwinkelig überfräst,
da diese ja vollflächig an den Wangen montiert
sind. Die alte Ausführung mit 40 mm Profli
und mit 15 mm Vollalu belegt machte einfach
zu viel Arbeit, aber die Leistung der alten
X-Achse war wirklich gut. Zeit ist Geld
- Sie kennen das ja....
|
|
|
Noch
mal zu den Schienen der XYZ-Führungen. Egal
welche Führung Sie haben, Sie werden dort
Einfräsungen sehen. Wichtig bei der Montage
ist eigentlich nur, dass der Aussenbereich
der Führung voll auf dem Trägermaterial
aufliegt (der Innenbereich wird "gezogen"
montiert). Ein 90 x 90 mm Aluprofil hat
schon etwa die Stärke um eine gewisse Geradheit
nach dem Überfräsen zu garantieren. Ein
45 x 90 mm Material hat das sicher nicht.
Bei der P4 die kommen wird werden als Tischprofile
160 x 80 mm Aluprofile verbaut. Solche Profile haben auch bei einer
2 Meter langen Fräse (Tischlänge) keinerlei
Probleme.
|

|
Der
Portalbalken und dessen Ausführung in der Breite und
Befestigung:
|
Rechts
eine meiner Fräsen mit einem 1450 mm langen
Portalbalken. Dieser Portalbalken
ist breiter, wie der Abstand der Wangen.
Bei der Fertigung muss ich die Möglichkeit
haben, auch Teile von der Seite zu bearbeiten,
ohne dass der Frästisch im Weg ist. Diese
Anordnung des horizontalen Fräsmotors ist
natürlich nicht sehr kräftig und darum sind die Fräsergebnisse
nicht besonders schön, aber sehr genau.
Die Wangen dieser Maschine sind leider nicht
nach hinten geneigt und das spiegelt sich
auch in den schlechten Fräsoberflächen (aber
besser geht ja immer). Das Hauptproblem bei
meinen Fräsen stellen eben diese Suhner
Frässpindeln dar, die keine schönen Oberflächen
schaffen, aber schon seit 6 Jahren täglich
laufen. Leider ist keinerlei Zeit, die Fräsen
mit Drehstrommotoren zu bestücken (Neue
Fräsen, neue Frässpindeln, das habe ich
mir für Apolda fest vorgenommen, mal sehen,
ob die Zeit dazu reicht).
|

|

|
|
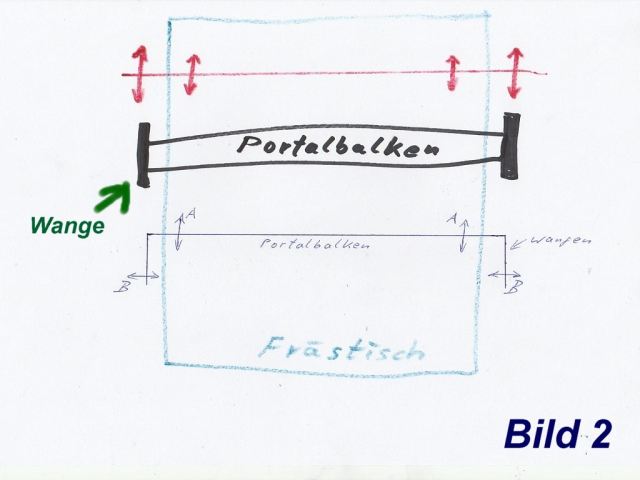
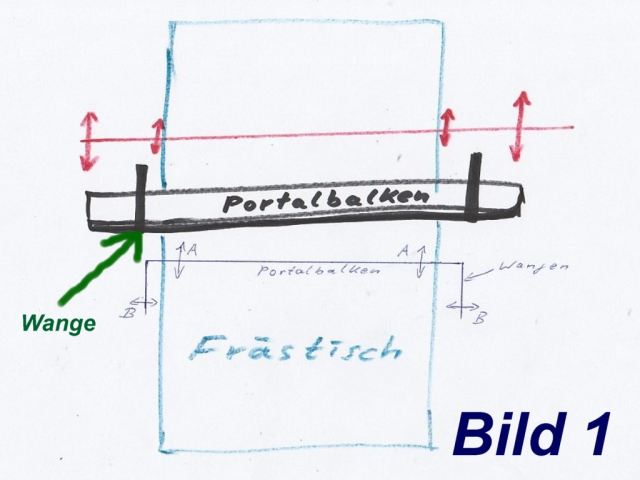
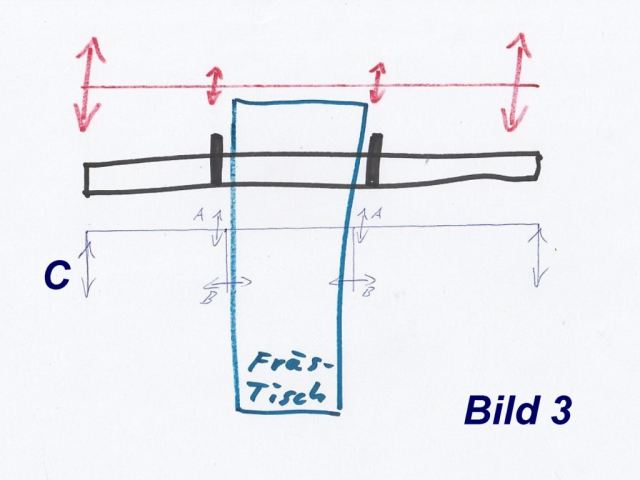
Mal
eine Betrachtung der Einspannung bzw. Befestigung
des Portalbalkens. Wie oben bei meiner Fräse
schon gezeigt, ist dieser Portalbalken breiter wie der
Abstand der Wangen (eine Notlösung). In
Bild 1 wird das dargestellt. Alle weiteren
Betrachtungen gehen von einer fast spielfreien
Tischführung (Y-Achse) aus (was ja normal
bei guten Kugelumlaufführungen ist). Der
Weg "B" ist also bei allen Bildern
fast Null. In Bild 2 ist die Bauweise der P2
und der P3 dargestellt. Der mögliche Portalverzug
resultiert also aus der Verwindung der Wangen
(darum auch 20 mm Alumaterial und nicht
15 mm Material) und aller beteiligten Komponenten
im System (hauptsächlich auch aus der Steiffigkeit
der Antriebsplatte, die unten an den Wangen
angeschraubt ist und diese beiden Wangen
verbindet). Je näher sich aber die Wangen kommen
(bei gleich bleibender Breite des Portals),
desto größer wird der Hebel und somit die
Kraft des Portalbalkens, der diese Verwindung
auslöst. Ein Portalbalken wird also nicht
nur flächig von links oder rechts belastet,
sondern das Hauptproblem liegt in dessen
vertikaler Verwindung (Verdrehung). Um diesem
Problem entgegen zu wirken, neigt man die
Wangen nach hinten, dass diese im "Kreis"
um den Fräser tanzen. In Bild 3 ist das extrem dargestellt.
Eine Bauweise ins Extreme gezogen macht
das Problem immer viel klarer. Punkt "C"
wird in Bild 3 sehr ungenau werden. Jegliches
Spiel der Führungen oder der Verzug der
Wangen geht immer stärker in die Genauigkeit
ein, je näher die Wangen im Abstand zueinander
sind, bei gleichbleibender Portalbreite.
Der
Portalverzug kommt also nicht nur von den Führungen,
die ja nur leicht vorgespannt verbaut werden
sollten, sondern von der Verwindung der
Wangen und deren Anbindung an das Portal.
Die Tischführungen haben ja nicht nur ein
gewisses Spiel in horizontaler Richtung,
sondern auch vertikal, und genau das begünstigt
die Neigung der Wangen nach hinten und vorne,
was einer vertikalen Verdrehung des Portals
entspricht.
Einfach einen Portalbalken mit Winkeln
an die Wangen anbinden ist nicht so geeignet und
nur die Verwindung einer solchen Anbindung
ist schon groß (die ganze Kraft geht ja
dann durch diese dünnen Winkel, die dieser
Verdrehkraft sicher nichts entgegen zu setzen
haben). Bei einer Bauweise wie in Bild 1
sollten die Wangen eigentlich mit dem Portalbalken
verschweißt werden, da dort sehr hohe Kräfte
auftreten. Darum
wird bei den EMS-Maschinen der Portalbalken
überfräst und
"stumpf" auf die Wange aufgesetzt
(pro Seite mit 8 Stück M8 Schrauben, das
ist nicht verschraubt, sondern "wie
angeschweißt").
Der Aufbau dieser Portal- oder Gantry-Bauweise wie
in Bild 2 hat sich bei so kleinen und einfachen Fräsen
schon fast etabliert.
|
|
Kabelschlepp und
Initiatoren (Bilder vom Kabelschlepp einer
Kundenfräse):
|
Sehen Sie im ersten Bild das Alumaterial,
auf dem die Schleppkette läuft? Ein normales Alublech von 3 bis
5 mm Stärke, das unten fest mit dem Portalbalken verbunden ist.
Wenn Sie einen solchen Portalbalken sehr stark verstärken wollen,
dann schrauben Sie so ein 4 oder 5 mm Alublech mit mindestens 140
mm Breite mit sehr vielen Schrauben (etwa 24 Stück) und vollflächig
unter den Portalbalken (wenn möglich auch noch vollflächig verkleben
(doppelseitiges Klebeband genügt)). Dadurch steigt die Leistung
der X-Achse (Portal) um > 15% an und gleichzeitig haben
Sie eine Auflage für die Schleppkette. War nur ein Vorschlag und
so etwas brauchen Sie normal sicher nicht machen - die Leistung
genügt sicher auch so. In Bild drei sehen Sie eine ideale Schleppkettenführung
für den Strom und die Medien. Freut mich immer wieder, wenn auch
Profis zu meinen Kunden zählen. Den Initiator der Z-Achse würde
ich aber durch die hintere ZX-Platte machen und damit die Kante
der Z-Linearführung abfragen. Alle Initiatoren sollten immer in
Richtung Tisch gehen (fester Punkt - einfach einen Winkel an die
Tischlängsprofile und die untere Querverbindung der Wangen abfragen).
Also Z-Achse von der ZX-Platte aus. X-Achse vom Portal aus und Y-Achse
vom festen Tisch aus. Aber es geht natürlich auch so wie in Bild
drei, die Genauigkeit der Abfrage bleibt ja gleich. Noch ein Tipp:
Die Initiatoren sind genauer, wenn Sie nicht Alumaterial abfragen,
sondern Stahl. Kleben Sie einfach ein Stück Stahlblech auf das Alumaterial
und der Initiator wird genauer arbeiten (hat was mit den Wirbelströmen
im Material zu tun und bitte kein Trafoblech verwenden, sondern normalen
Stahl). Auch können Sie dann den Abstand des Initiators zum Material
leicht größer machen und bei einer Verschmutzung durch Aluspäne
haben Sie weniger Probleme.
|
|
Immer mehr, auch meiner Kunden, arbeiten mit so kleinen Fräsen geschäftlich.
Dann muss ich Euch mal etwas über das erzählen, was eine Firma ist. Ich
habe ja die letzten 9 Jahre in einem neuen Anbau meines Hauses produziert (vormals
vor 20 Jahren in der 140 qm großen Garage, neben meinem Haus). Als die Behörden
dies nun erfuhren (was lächerlich ist, da ich unter dieser Adresse seit 20 Jahren
als Firma angemeldet bin), wurde mir diese Fertigung im Haus verboten. Glück dabei war,
dass die Bodenplatte dieser früheren Fertigung in absolut schadstoff.- und ölundurchlässiger Ausführung gebaut wurde
(ein Industrieboden eben). Sie kennen ja meine neuen „Fluchtpunkt“ auf ein Gewerbegrundstück
in Kösching. Diese Halle habe ich aber bei der Gemeinde als Bauantrag
eingereicht. Wohl gemerkt, die Halle steht auf einem Gewerbegrundstück mit
Teeroberfläche. Mein Antrag für die Errichtung wurde mit der Begründung
abgelehnt, dass die Umwelt durch meine Frästätigkeit beeinflusst werden kann.
Ich sollte zunächst ein Umweltgutachten erstellen lassen und dann den Bauantrag
erneut einreichen. Die Halle musste ich aber so schnell wie möglich erstellen,
da die Kunden ja auf Ihre Fräsen warteten. Somit ist diese Halle ein
Schwarzbau und muss nun nach Vorgabe der Gemeinde innerhalb eines Jahres wieder
entfernt werden. Ich suchte und fand nun eben diese Mechanikfirma in Apolda. Dort wird vieles umgebaut und alles für
die Produktion von Bayern dann nach Apolda
verbracht. Ich hoffe nur, dann habe ich endlich meine Ruhe von den Behörden.
Ausgaben für die jetzige Halle 30000 €, für das Grundstück in Apolda 98000
€. Und dann fragen mich die Kunden, ob es nicht etwas günstiger geht – andere
Fräsen kosten ja auch nicht so viel….
Was ist eine Firma? Sie können eine Firma sofort und ohne Probleme bei der Gemeinde
und der IHK anmelden. Produzieren dürfen Sie dann aber nur, wenn Sie ein
geprüftes
Industrieunternehmen mit genügend hochqualifizieren Mitarbeitern haben,
verkaufen können Sie natürlich auch so alles. Oder Sie melden das Unternehmen als
Handwerksbetrieb an, dann müssen Sie aber die Vorrausetzungen der Ausbildung
die Sie benötigen erfüllen. Ein Unternehmen benötigt ja eine
Gewerbeversicherung (ist Pflicht) und genau da beginnen die Probleme. Melden
Sie sich bei der IHK an und produzieren, wird die Versicherung im Schadensfall
nicht zahlen. Sind Sie ein Handwerksbetrieb, zahlt die Versicherung nur, wenn
auch alle begleiteten Umstände berücksichtigt wurden.
Es gibt ja eine
Arbeitsstättenverordnung (http://www.gesetze-im-internet.de/bundesrecht/arbst_ttv_2004/gesamt.pdf
) und nur wenn alle Vorschriften in
dieser Regelung erfüllt sind, gelten Sie offiziell als Firma mit
Produktionsstandort und dürfen produzieren. Auch müssen Sie bei der BG ETEM
zunächst das Unternehmermodell nach DGUV Vorschrift 2 mit Erfolg abgeschlossen
haben. Dieser Lehrgang ist nicht schwer, aber Sie bekommen dann auf CD noch
alle anderen Vorschriften überreicht, nach denen Sie Ihren Betrieb führen
müssen (nur das Lesen würde Monate dauern, vor Gericht gelten Sie aber als unterwiesen!).
Somit geht jegliche Haftung auf Sie über. Haben Sie den Lehrgang nicht, müssen
Sie eine externe Sicherheitsfachkraft benennen.
Durch so einen Lehrgang werden Sie Sicherheitsfachkraft
für Ihren eigenen Betrieb und darum wissen Sie dann auch, dass alle Maschinen
die Sie verwenden elektrisch und sicherheitstechnisch geprüft sein müssen. Sie
dürfen diese Prüfung nicht selbst machen, sondern diese muss von einer geeigneten
Fremdfirma ausgeführt werden. Klar ist, keine Arbeitsstätte ist perfekt und
wenn die Kontrolle der Hanwerkskammer oder
der Gewebeaufsicht kommt
(bei mir etwa alle 2 Jahre), drücken die
natürlich auch mal ein Auge zu (aber mindestens
80 % der gesetzlichen Auflagen sollten erfüllt
sein). Für den Rest haben Sie dann Zeit
zur Nachbesserung. Sind aber Umweltschäden
zu befürchten, werden Sie sofort "dicht
gemacht".
Deutscher Wahnsinn: Ich bin ja auch Elektrotechniker, darf aber ohne
weitere Kurse beim TÜV keine Anlagen mehr prüfen. Bei meiner letzten
Fortbildung (980 €) machten auch Hilfsarbeiter mit, die in Zukunft
Elektroanlagen durch diese Fortbildung vom TÜV prüfen dürfen – was für ein
Wahnsinn. Deutschland zerstört seine Fachkräfte und es wird bald wie in
den USA, wo nur noch gegen Vorlage einer Fortbildung gearbeitet werden darf.
Zurück zur Firmengründung:
Wenn Sie also z.B. im Gartenhaus oder in der Garage ohne Industrieboden
produzieren können Sie nicht nur Pech haben, sondern Ihre Zukunft aufs Spiel
setzen. Einem Nachbar ist Ihre Tätigkeit zu laut und dieser informiert die
Handwerkskammer nach Rücksprache mit der Gemeinde. Die Leute kommen und prüfen
zunächst, ob das Gebiet als Gewerbegebiet ausgewiesen ist. Dann folgt die
Besichtigung der Betriebsstätte. Sind dort umweltschädliche Betriebsstoffe (Öl,
Schmiermittel, Abfälle usw.) und ist kein gesicherter Industrieboden vorhanden,
wird eine Bodenuntersuchung angeordnet, die sicher nicht die Behörde bezahlt!
Wird nur die geringste Verschmutzung gefunden, muss das Erdreich entsorgt
werden (es geht ja nicht um einen Privatmann, sondern um eine Firma!). Auch die
Versicherung für Umweltschäden greift natürlich dann nicht, da das Problem grob
fahrlässig erzeugt wurde. Dass die Produktion in so einer „Hütte“ ausgeführt
wurde (ohne jegliche Anlehnung an eine geprüfte Arbeitsstätte), führt natürlich
noch weitergehend zu einer saftigen Strafe. Alles Geschriebene gilt
natürlich auch für „Kellerkinder“, deren Bodenplatte des Hauses erdgebunden ist
und nicht der Verordnung entspricht. Auch dürfen Sie keinen Kunden oder Bekannten in eine
ungeprüfte, geschäftlich genutzte Werkstatt
lassen. Passiert dieser Person dort auch nur das Geringste, können Sie gleich „einpacken“.
Ihren Kunden ist das alles egal, die wollen nur „billig“. Im Schadensfall
kennen Sie diese Leute nicht mehr und genau diese Leute werden Sie dann als
„Verbrecher“ verurteilen.
Beim Fräsen von z.B. Alu entstehen ja viele Schwebstoffe, die in der Luft
schweben und nur gegen das Sonnenlicht sichtbar werden. Das geht bis in den
Bereich der Nanopartikel bei hochdrehenden Spindeln. Lungengängige Stäube sind
schon Stäube < 2,5 ym (< 0,0025 mm).
Atmen Sie diese Luft dann
ein, können Sie damit rechnen, dass Sie an Alzheimer erkranken. Aluminium ist
in der Wissenschaft als Auslöser dieser Erkrankung festgeschrieben. Aber durch
diesen Frässtaub haben Sie eine tausend mal höhere Aufnahme wie Leute, die mit
Alutöpfen kochen. Als Einzelunternehmer denken Sie nun sicher, Sie schaden sich
ja nur selbst und das geht keinem was an. Aber das stimmt nicht. Erkranken Sie
oder haben einen Arbeitsunfall, trägt die Gemeinschaft der Versicherten Ihre
Kosten – oder auch nicht, wenn die Krankenkasse von Ihrer Tätigkeit erfährt (Sie
müssen Ihrer Kasse dieses erweiterte Risiko mitteilen). Bedenken Sie bitte auch,
dass wenn Sie alles was oben steht ignorieren, Sie hoch angreifbar sind. Z.B.
von einem unzufriedenen Kunden oder der Konkurrenz. Jeder kann Sie jederzeit „ins
Messer laufen lassen“.
Wenn Sie diese Tätigkeiten nebenberuflich ausüben wollen,
müssen Sie das natürlich erst mit Ihrem Arbeitgeber besprechen, da Ihre
Selbständigkeit eine Minderung Ihrer Leistungsfähigkeit im Beruf zur Folge hat.
Sicher ist, auch wenn dieser zustimmt, stehen Sie „auf der schwarzen
Liste“. Darum überlegen Sie gut, was Ihnen wichtiger ist (eine kleine Firma mit
viel Ärger und wenig Geld oder eine Kariere im Beruf).
Firmen haben darum bei ihren Produkten auch höhere Preise wie
„Kellerkinder“, da alle diese Vorschriften die der Staat macht, natürlich auch
Geld kosten.
usw...
Mal ein Wort
zu Selbstbauprojekten.
Was benötigen Sie? Zunächst mal Aluprofile, und da fängt
das Problem schon an. Mindestens 30% der Aluprofile die ich erhalte sind
verbogen und zunächst ungeeignet für den Fräsenbau. Ich richte diese Profile aus
und überfräse diese. Wie machen Sie das dann? Jetzt kaufen Sie Spindeln und
Spindelmuttern „natürlich in China“. Diese Teile sind natürlich nicht so „hart
und genau“ wie Qualitätsware. Was machen Sie wenn eine Spindel krumm ist? Diese
Kugelumlaufmuttern sind ja unglaublich günstig. Wissen Sie warum? Bei diesen
Muttern wird der Kugelgang wie bei allen Muttern gefräst. Bei Qualitätsware
wird dieser Kugelgang dann noch gehärtet und poliert. Zwei Arbeitsschritte
mehr, wie das die Chinesen machen. Ihre Mutter ist „weich“ und wird sich sehr
schnell einlaufen (Umkehrspiel erhalten usw.). Die Lebensdauer zu einer echten
Mutter ist etwa 1 zu 8, wobei Sie natürlich schon bei der neuen Mutter ein
gewisses Umkehrspiel haben. Aber nicht nur die Mutter wird abgenutzt, sondern
auch die Spindel, da diese auch nicht die Härte hat. Auch hat diese
Chinaspindel einen größeren Durchhang bei größeren Längen, da diese eben nicht
so steif in ihrem Material ist. Tabellen sind ja schön, aber diese gelten für
Top-Ware. Wo
sich bei Chinaspindeln nach einiger Zeit ein Umkehrspiel >
0,05 mm einstellen wird, haben Sie bei den NEFF-Spindeln ein Umkehrspiel
< 0,02 mm (auch über sehr
lange Zeit - seit 8 Jahren war nicht
mal
eine dieser Muttern defekt - stimmt
leider
nicht mehr. Leider waren in letzter
Zeit
zwei Muttern defekt, aber diese
wurden natürlich
kostenlos ersetzt. Noch
wichtiger ist die Steigungsgenauigkeit der Spindeln, dort kann man mit
Chinaware echt Pech haben
(darum messen Sie bitte die Spindel
nach!). Die NEFF-Spindeln werden
von EMS nachgemessen und es werden
nur genaue Spindeln verbaut (absolut unterstes Ende von T7
- Genauigkeit).
Dass die Linearführungen ähnliche Probleme haben können, brauche ich
hier nicht mehr zu erwähnen. Nun haben Sie Ihre „neue und krumme“ Fräse fertig
und arbeiten damit. Mit der Zeit werden Ihre Ansprüche an die Fräse immer höher,
aber die Fräse selbst geht in genau die
andere Richtung. Stellen sich nun nach einer gewissen Zeit eben beschriebene
Probleme ein, können Sie alle diese Teile erneuern oder Sie kommen auf die
Idee, gleich die ganze Fräse zu verkaufen. Wer ist Hersteller dieser Fräse? Wer
garantiert für diese Fräse? Wo erhalte ich Ersatzteile? Welches Vertrauen haben
die Kunden in Ihr Produkt? Sie werden beim Verkauf mindestens 40 % draufzahlen.
Angenommen die Fräse kostete Ihnen 1500 Euro, so werden Sie etwa 900 Euro
beim Verkauf erhalten (wenn Sie Glück haben).
Wenn Sie eine
EMS-Fräse haben und diese über mich verkaufen, so gebe ich Ihrem Kunden ungesehen
ein Jahr Garantie auf die gebrauchte Fräse (auch bei älteren Fräsen). Das kostet Sie nichts und ist als
Service von EMS zu sehen. Kein Kunde hat bis jetzt durch den kostenlosen EMS-Firmenverkauf weniger
für seine Fräse erhalten, wie er beim Erwerb als Bausatz bezahlt hat (oder sogar
mehr, wie das bei den letzten Verkäufen
war). Was ist nun „gut
und günstig“? Eine selbstgebaute Chinafräse mit Umkehrspiel, Ungenauigkeiten
bedingt durch die Teile und fragwürdiger
Konstruktion, oder eine Fräse mit Qualitätsprodukten,
die seit Jahren ausgereift ist und über
sehr viele Jahre zuverlässig ihren Dienst
tut?
Wenn Sie einen Fiat kaufen, liegt dieser nach 10 Jahren
auf dem Schrottplatz. Kaufen Sie einen Porsche, können Sie diesen nach 40 Jahren
mit Gewinn verkaufen - es liegt an Ihnen...
Wie auch die Firma Porsche sagt; „es gibt keine alten
EMS-Maschinen, nur neue Besitzer“.
|
Das
Umkehrspiel von KUS usw.:
............
wenn Zeit ist ...........
Die früheren Infoseiten von EMS-Möderl, gespeichert
in den USA von web.archive.org unter:
http://web.archive.org/web/20120120115538/http://www.mixware.de/index.html
nur zur Info - kein Shop !!! Bedenken Sie bitte,
dass diese Infos schon über 6 Jahre alt sind.
|
Zuschriften bitte an: moederl@t-online.de
|